Правильная заточка коньков
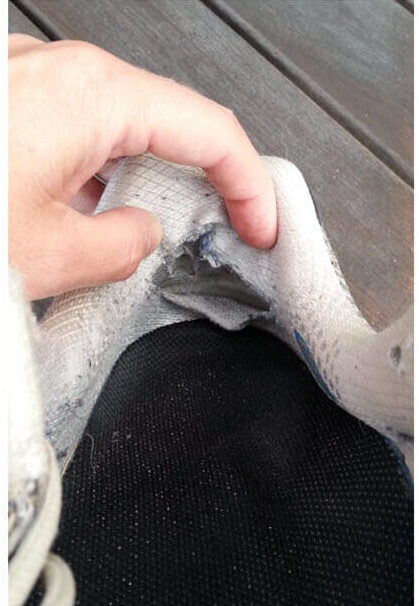
Коньки – это ключевой элемент экипировки как любого хоккеиста, так и фигуриста. Коньки обеспечивают движение спортсмена по поверхности льда, именно поэтому ничего не должно препятствовать данному процессу. Каждый спортсмен регулярно должен проверять состояние своих коньков, а именно, интересоваться качеством текущей заточки лезвия, в противном случае – стоит заточить коньки. Но в случае несоблюдения правил и техники заточки, можно не только не добиться нужной остроты лезвия, но и повредить его. Чтобы не допускать подобных проблем следует избегать основных ошибок.

Торопливость является одной из главных проблем. В спешке допускается огромное количество совсем необязательных ошибок, которых можно было легко избежать при более спокойном подходе. Это относится и к делу заточки лезвий коньков, поскольку, желая быстро получить заточенные лезвия, допускается много ошибок, и в результате свойства лезвий ухудшаются, а в некоторых случаях лезвие и вовсе приходит в негодность. Важно качественно подходить к процессу заточки и не отвлекаться от него, а излишняя спешка зачастую приводит именно к серьезным потерям в качестве лезвия конька.
Также в процессе лезвие может банально сточиться. Для заточки лезвий коньков довольно часто используют ручные станки, комплектуемые высокооборотными двигателями, на валу которых установлен абразивный диск. Здесь кроется одна из самых распространённых проблем при заточке, а именно — стачивание лезвия. При сильном давлении лезвия на абразив быстро вращающийся наждачный круг может фактически молниеносно снять большое количество металла. При многократно повторяющихся операциях и не контролируемом давлении прижима — конфигурация лезвия из пологой приобретает округлый вид. При этом происходит изменение пятна контакта и увеличение расстояния между лезвиями и уровнем льда, что в результате негативно сказывается на скольжении. Таким образом, неаккуратные движения и излишнее неподконтрольное нажатие приводит к неприятным последствиям. Так можно даже привести коньки в непригодное для использования состояние.
Помимо стачивания чрезмерно сильный прижим может создавать так называемый прижог. Прижог получается, когда выделяется слишком большое количество тепла при трении между абразивным кругом и лезвием на высоких оборотах и скоростях съема металла. Чем больше снимается металла с поверхности, тем выше температура шлифования, соответственно, и риск появления прожога. Чрезмерно высокая температура пагубно влияет на режущие свойства инструмента. При этом следует иметь ввиду, что при увеличении глубины съема температура растет значительно быстрее, чем при увеличении окружной скорости абразивного круга. Здесь опять же важно не допускать бесконтрольного нажатия и чрезмерной силы, чтобы не испортить лезвие конька.
При шлифовальных работах основное количество теплоты распределяется между кругом (12-15%), снимаемой стружкой (2-8%) и лезвием (77-86%). Отсюда следует, что большую часть теплоты отводит на себя металл. Нержавеющие стали (основной материал для изготовления лезвий коньков) имеют низкую теплопроводность, поэтому при их шлифовании следует не забывать о режимах обработки, получить прижог на таких сталях очень легко.

Стоит отметить, что прижог в основном происходит на концах лезвий, причем возникать может как небольшой по площади дефект, так и достаточно продолжительный (по длине конька). Так же стоит упомянуть о пятнистом прижоге — возникающем при вибрации и биении абразивного круга. При работе на ручных станках биение как правило возникает при неотцентрованном камне и неоднородной структуре абразивного круга. При работе на автоматическом станке биение как правило происходит в области носа и пятки (места срыва (отрыва) абразивного камня от лезвия в результате создания больших углов при стачивании). Места прижога легко определяются по цвету побежалости обрабатываемого участка поверхности лезвий. В момент прижога происходит «отпуск» металла, в результате чего теряются его первоначальные свойства, что приводит к уменьшению износоустойчивости в поверхностных слоях лезвий. Также уменьшается прочность лезвия конька.
Важно отметить, что иногда при затачивании неправильно выбирается радиус канавки. Уменьшая радиус, «мастер» старается добиться большей остроты лезвия, что в корне неверно и приносит не ожидаемую пользу, а исключительный вред. При уменьшении радиуса происходит утончение стенок (кромок) лезвия. В результате несоблюдения норм может произойти обламывание режущей кромки или сворачивание. Еще одной распространённой ошибкой является недостаточная заточка коньков, то есть, когда процесс не завершен, а лезвие недостаточно обработано. В результате плохой заточки участки, наиболее подвергшиеся износу (Например, скользящие сколы — сколы образующиеся при срезании кромки) остаются отшлифованными не до конца, чего допускать крайне не рекомендуется. В итоге на полотне лезвия остаются участки с минимальным коэффициентом сцепления.
Иногда после заточки лезвия демонстрируют высокую остроту. Однако уже после непродолжительного времени нахождения на льду острота теряется. Чтобы не допускать подобную проблему, необходимо править кромку с помощью крупнозернистого абразивного камня, а при помощи мелкодисперсного абразива выполнить финишную доводку. Таким образом, в заточке коньков есть множество нюансов, на которые важно обращать внимание. Процесс не должен быть редкостью для активных спортсменов, так как от остроты лезвия и качества всей конструкции конька иногда зависит очень многое. Именно поэтому важно уделать процессу должное внимание, не торопиться, осуществлять заточку осознанно и подконтрольно.